

以下是:苏州市太仓市直缝焊管厂家发货迅速的产品参数【恒鑫达】业务覆盖多元场景,提供以下产品和服务:昆山方矩管、直缝焊管诚信为本、吴中方矩管、直缝焊管自有厂家等。直缝焊管厂家发货迅速_恒鑫达钢管(苏州市太仓市分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:周金福,静海区大邱庄镇静王路500米。 江苏省,苏州市,太仓市 2022年,太仓市实现地区生产总值1653.57亿元,按可比价格计算,比2021年增长2.2%。其中,产业增加值24.21亿元,增长2.0%;第二产业增加值812.12亿元,增长0.6%;第三产业增加值817.24亿元,增长3.7%。
我们精心制作的直缝焊管厂家发货迅速产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。以下是:苏州太仓直缝焊管厂家发货迅速的图文介绍
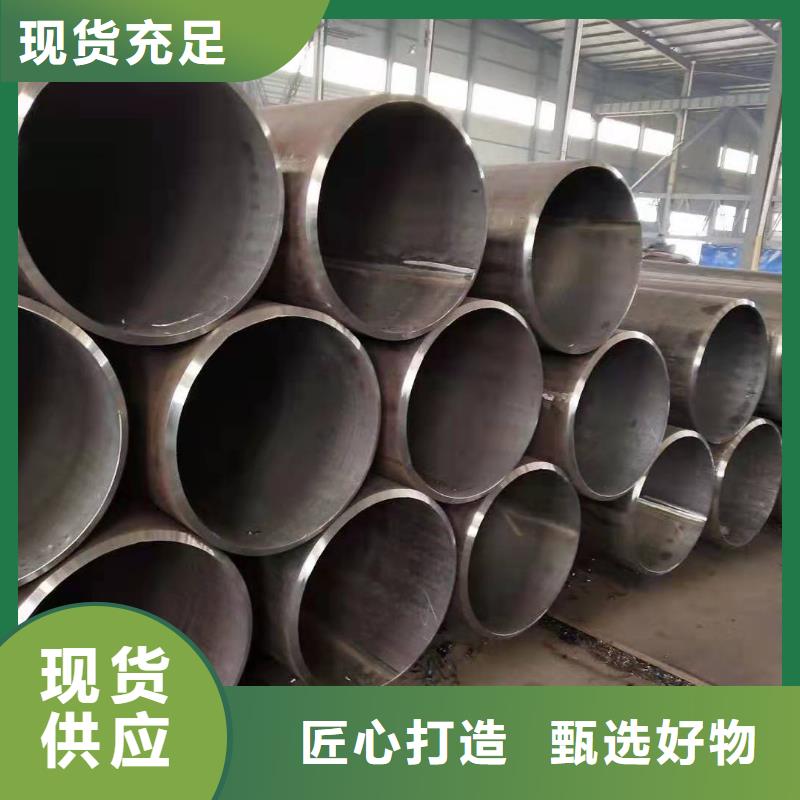
焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。
除尘器吸入的风量要大于等离子切割所产生的烟尘和管道内部空气的总量,应该是在焊管内部形成一定量的负压腔,而且尽量不让外界的空气大量进入焊管,才能有效地将烟尘吸进除尘器。在焊管切割点以后的位置将烟尘堵住,吸入口处尽量避免冷空气进入焊管内部,在焊管内部空间形成一个负压腔,使烟尘不至于冒出,关键是挡烟尘的设施要设计制作得可靠,不影响正常生产且方便使用。
为了提高高频焊管的使用寿命,国外已在大力发展焊管内外表面的金属镀层和非金属涂层技术。钢管表面覆层的经济效果是显而易见的。高级焊管的质量在很大程度上依赖于无损探伤技术的发展而得到保证。采用无损探伤,一方面可以检查出管子的缺陷,保证焊管使用的可靠性;另一方面还可以通过检测结果的信息反馈系统,对焊管生产过程进行质量控制。因此,发展无损探伤是提高焊管质量 和生产水平的重要技术措施。
通过对焊管废品因果分析资料中了解到,其中轧辊调节工艺在整个生产过程中起到了非常重要的作用。也就是说,在生产过程中,如果轧辊损坏或磨损严重时,那么就需要及时在机组上需要更换部分轧辊,或某一类型焊管连续生产了足够的数量,需要更换整套的轧辊。在更换的过程中,同时还需要对轧辊进行相应的调节,才能够获得良好的焊管质量。反之,如果轧辊调节得不好,那么很可能会导致焊管管缝出现扭转、搭焊、边缘波浪、鼓包及管体表面有压痕或划伤,甚至是椭圆度大等缺陷。
苏州太仓恒鑫达钢管有限公司拥有 方矩管,直缝焊管销售人员和技术人才,更好的为广大用户适合自己企业的 方矩管,直缝焊管产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造苏州太仓可靠的 方矩管,直缝焊管供应商。
钢管制造过程中,从制造材料、工艺、焊接、无损检测、计量、工装等环节对钢管制造生产过程进行质量监控,那么在组装时,如何保证钢管的平整度及整体偏差呢?下面为您分析一下。弯管组装:弯管是特殊管节,其外形尺寸误差过大将给安装带来一定的困难,因此要求整体组装。改进焊接工艺:采取小范围焊接,特别是 层的焊接,增加焊接层次,以此减少焊接变形量,减少钢管外形尺寸的偏差。直管对接方法:在滚焊台车上,先整体调整间隙、错牙,进行整体尺寸检查,检验合格后整体一次点焊。改进坡口设计:采用不对称的X形坡口,不留间隙,内缝焊接完毕后,用碳弧气刨清根,使内外两面焊缝的实际面积接近相等,有利于减少变形及降低残余应力。
螺旋钢管淬火现在研究了一种比较先进的技术称为调,就是焊缝感应加热淬火+回火处理,看一下它的具体讲解。螺旋钢管厂质处理后焊缝的综合力学性能完全达到管体的水平,实现焊缝铲体性能均一化。实现这项热处理工艺技术的核心就是必须掌握磁场加热技术,保证加热温度的均匀和准确。对于低合金髙强网和微合化高强度钢焊缝的淬火加热温度为900~950T,回火温度为600~650T,淬火采用喷淋式冷却,回火采用空冷与冷会结合冷却。淬火、回火温度采用纵向磁场加热时,控温的准确过了以达到±10°C,这是高强度焊管保持性能稳定必需的控温水平, 用横向磁场加热焊缝同样要求高的控温精度,也是相对于比较先进的焊缝热处理的方法。
今天我们来为大家介绍一下关于换辊时应掌握的轧辊调节的操作方法。首先我们需要更换无锡焊管规格,一般都对整套轧辊进行更换。对于轧辊调节的步骤为:先用钢丝从机组入口到出口拉一条中心线,进行调整,使各架孔型在一条中心线上,并使成型底线符合技术要求。当按照要求将轧辊更换之后,为了确保焊管的焊接质量,同时需要对成型辊、导向辊、挤压辊、定径辊进行一次的调节,然后重点对成型辊的封闭孔型、导向辊、挤压辊调节。其中导向辊的作用是控制焊管的管缝方向和管坯底线高度,缓解边缘延伸,控制管坯边缘回弹,保证管缝平直而不扭转进入挤压辊。总之,在焊管焊接过程中,焊接机组慢慢运行期间,工作人员需要密切注意各部位轧辊的转动情况,随时调节轧辊,以确保无锡焊管的焊接质量和工艺尺寸符合规定的要求。
如何增加钢管的使用寿命呢?对钢基体涂镀是常用的方法,也是各种方法中效果 的一种。镀锌大大的增加了钢的耐腐蚀性,也使得热镀锌方管、热镀锌角钢等产品的销量增加。由于热镀锌的工艺温度比较高,对回火温度较低的材料很容易使其在镀锌的过程中被退火,从而硬度降低。此外对配合件使用热镀锌还要考虑镀层的厚度对配合公差的影响。热镀锌是将除锈后的钢构件浸入600℃左右高温融化的锌液中,使钢构件表面附着锌层,锌层厚度对5mm以下薄板不得小于65μm,对厚板不小于86μm。从而起到防腐蚀的目的。近年来大量出现的轻钢结构体系中的压型钢板等。也较多采用热镀锌防腐蚀。热镀锌的首道工序是酸洗除锈,然后是清洗。这两道工序不彻底均会给防腐蚀留下隐患,所以必须处理彻底。
今年在苏州市太仓市本地购买直缝焊管厂家发货迅速有了新选择,恒鑫达钢管(苏州市太仓市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的直缝焊管厂家发货迅速产品。如需购买或咨询,请随时联系我们,联系人:周金福-【17768165506】,地址:静海区大邱庄镇静王路500米。











